distribución de primeras marcas para mecanizado y decoletaje














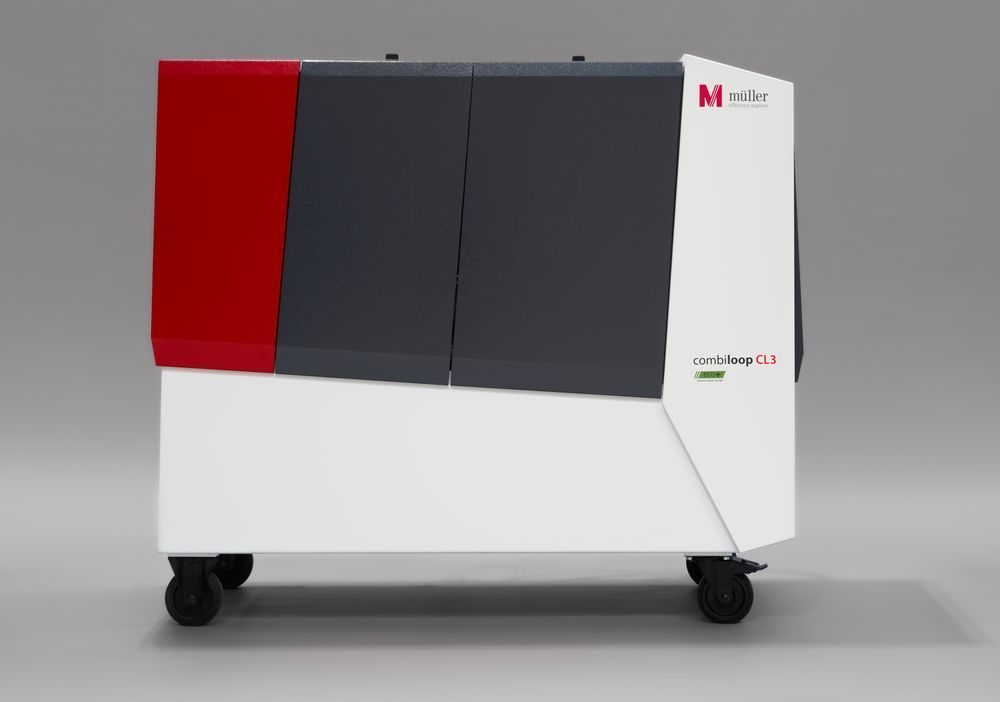
Especificaciones técnicas | Contenido | • Tamaño aproximado de 1195 x 780 x 750 mm (largo x ancho x alto), peso aproximado de 320 kg. • < 300 bares, bomba de pistón controlada por presión eco+, depósito de 130 l, control electrónico. • Alimentación 3∼/PE 400 V/50 Hz. |
|---|---|
Capacidad de caudal | • 9-27L/min |
Presión / caudal | • 80 bar a 110 bar máximo a 27 l/min • 130 bar a 150 bar máximo a 20 l/min • 210 bar máx a 12 l/min 300 bar máx a 9 l/min |
Filtro / finura del filtro | • Filtro intercambiable (fibra de vidrio, 25 μm) • Filtro de doble conmutación (fibra de vidrio, 25 μm) • Filtro automático (30 μm), filtro fuera de línea, eliminación de lodos en la cesta del filtro (150 μm) |
Operativa con | • Aceite de corte • Emulsión de agua (mín. 8% de contenido de aceite) |
Características | • Sensor de caudal de serie • Preaviso de cambio de filtro • Refrigeración: flujo total y parcial • Visualización clara y moderna de funciones a través del sistema de codificación de colores LED |
Nivel de contaminación de la máquina |  |
![]() Los requisitos para una unidad de alta presión varían mucho según el grado de contaminación de la máquina. Debido a las diversas opciones de configuración en términos de caudal y filtración, ciertas unidades de alta presión pueden ser la elección correcta para diversas posibilidades.
Los requisitos para una unidad de alta presión varían mucho según el grado de contaminación de la máquina. Debido a las diversas opciones de configuración en términos de caudal y filtración, ciertas unidades de alta presión pueden ser la elección correcta para diversas posibilidades.
Básicamente, diferenciamos entre cuatro grados de contaminación, que se remontan a la cantidad y tipo de virutas dentro de los procesos de mecanizado.

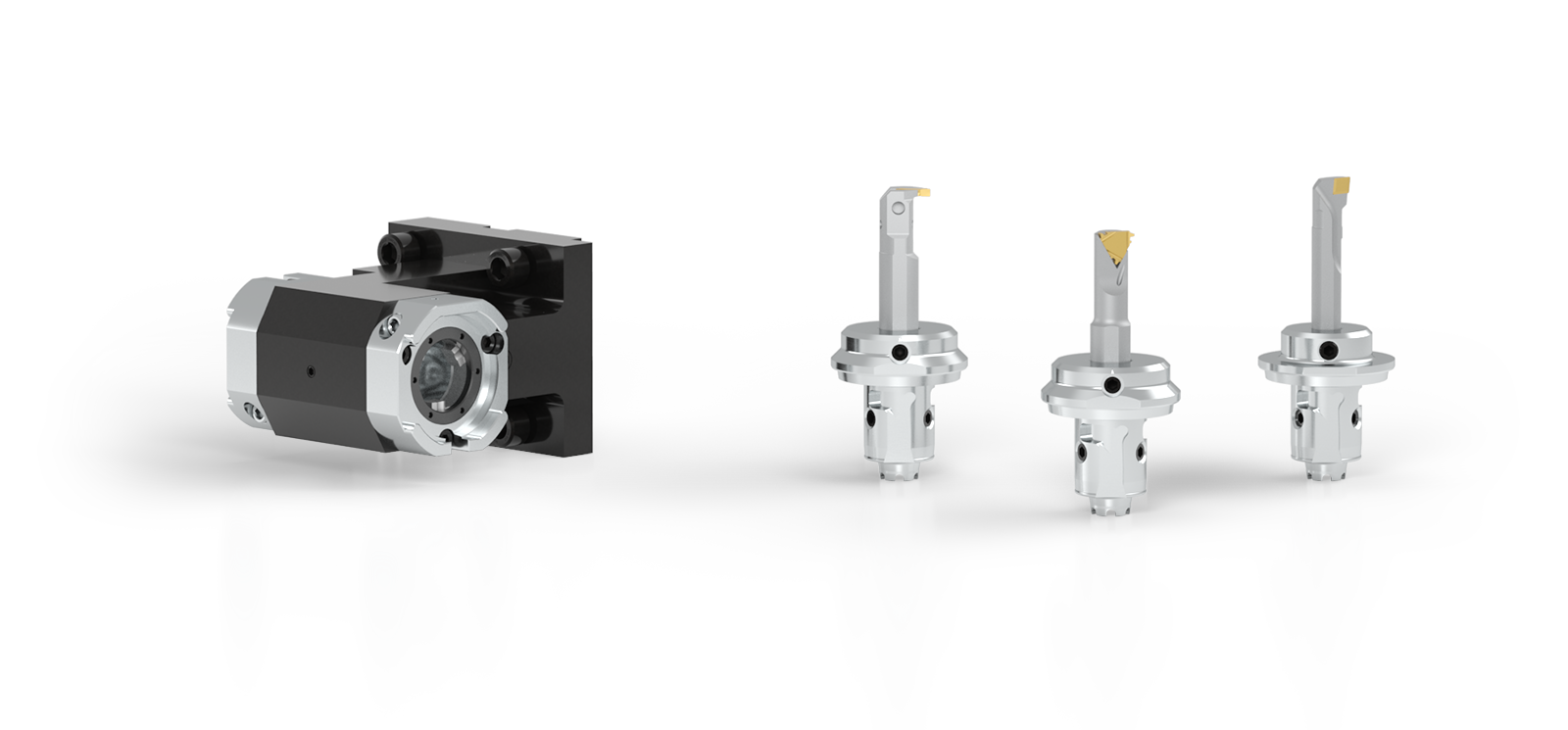
![]() Cambio de herramienta más rápido, sencillo y preciso.
Cambio de herramienta más rápido, sencillo y preciso.
— Sistema de cambio rápido a través de soportes GWS.
— Tiempos de preparación cortos al cambiar las herramientas de corte gracias a herramientas gemelas preajustadas.
→ Mayor productividad.
— Sujeción sencilla y segura.
— Máxima precisión, precisión de repetición superior a 0,01 mm.
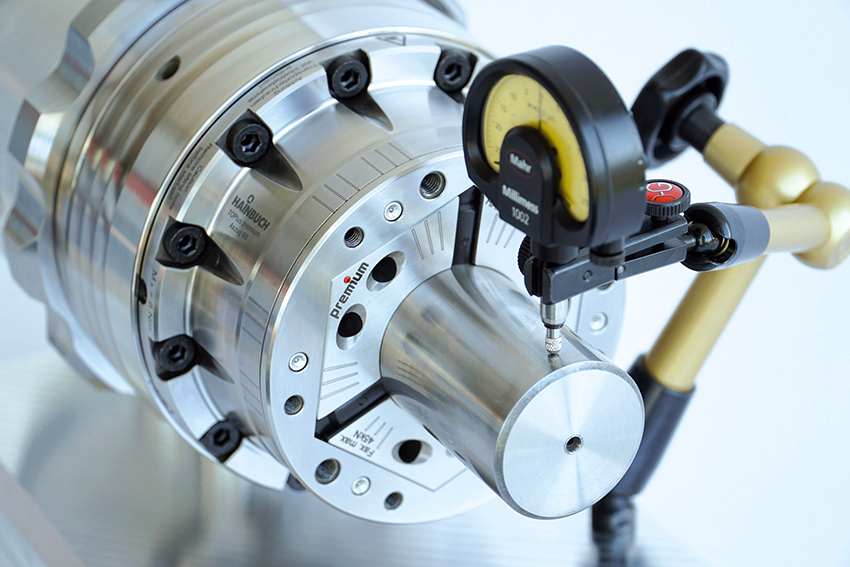
![]() El soporte de cambio GWS se puede pre ajustar fuera de la máquina.
El soporte de cambio GWS se puede pre ajustar fuera de la máquina.
— Diversos conceptos de pre ajuste posibles.
— Posicionamiento exacto de la herramienta de corte en la máquina.
— Tiempos de preparación y cambio de herramienta cortos.
→ Reducción de los tiempos de inactividad de la máquina.
![]() Posibilidad de utilizar herramientas de mango estándar.
Posibilidad de utilizar herramientas de mango estándar.
— Posibilidad de soportes intercambiables GWS para 8×8, 10×10, 12×12 y 16×16.
— Los soportes intercambiables GWS se pueden usar en todas las máquinas.
— Flexibilidad óptima para su producción.
![]() Función de refrigeración integrada hasta 100 bar.
Función de refrigeración integrada hasta 100 bar.
— Suministro de refrigerante a través del soporte básico e intercambiable GWS para cada posición de la herramienta.
— Combinación óptima de suministro de refrigerante y función de cambio rápido.
— Refrigeración y lubricación de la herramienta de corte directamente en el punto de mecanizado.